Problemstellung:
Viele Aufgaben in der
beruflichen Praxis des Zerspanungsmechanikers erfordern die enge Zusammenarbeit
von Dreh- und Frästechnikern. Dieses ist insbesondere bei Baugruppen, deren
Einzelteile durch eines der typischen Zerspanverfahren gefertigt werden
notwendig. Hierbei sind einwandfrei gefertigte Einzelteile die unabdingbare
Voraussetzung für eine erfolgreiche Produktion, insbesondere unter Beachtung
der ständig steigenden Anforderungen an die Qualität der Produkte.
Aufgabenstellung:
Bearbeiten Sie
nachfolgende Arbeitsschwerpunkte für die Fertigung des zur Baugruppe gehörenden
Einzelteiles entsprechend Ihrer beruflichen Fachrichtung (Drehtechnik oder
Frästechnik)
Arbeitsschwerpunkte:
Fertigungs- und
Prüftechnik; Technische Mathematik
- Arbeitsplanung für die
Fertigung des Drehteiles Teil 2, Kegelwelle an einer konventionellen
Drehmaschine (BFR Drehtechnik), bzw. Arbeitsplanung für die Fertigung des
Frästeiles Teil 1, Aufnahme (BFR Frästechnik)
- Berechnung der
notwendigen Schnittdaten insbesondere Berechnung zum Kegeldrehen (BFR DT), bzw.
Teilen (BFR FT)
- BFR DT: Vertiefung der
Kenntnisse in den Fertigungsverfahren Kegeldrehen und Gewindedrehen, Zentrieren
sowie Einflussfaktoren auf die Standzeit
- BFR FT: Vertiefung der
Kenntnisse zur Fertigung mit dem Universalteilapparat; Positionieren des
Werkstückes sowie Einflussfaktoren auf die Standzeit
Werkstoffkunde
Beim Umgang mit
metallischen Werkstoffen ist auch das Korrosionsverhalten zu beachten.
Erarbeiten Sie stichpunktartig:
- Korrosionsursachen
- Korrosionsvorgänge bei
der chemischen und elektrochemischen Korrosion
- Erscheinungsformen der
Korrosion
- Korrosionsschutzmaßnahmen
Maschinen- und
Gerätetechnik
Neben den schon bekannten
Dreh- und Fräsmaschinen können bei der Bearbeitung großer Werkstücke auch
Plandrehmaschinen, Karusselldrehmaschinen, Portalfräsmaschinen oder Bohr- und
Fräswerke zum Einsatz kommen. Erarbeiten Sie Besonderheiten des konstruktiven
Aufbaus und daraus resultierende Anwendungsmöglichkeiten der genannten
Maschinenarten entsprechend Ihrer beruflichen Fachrichtung.
Technische Kommunikation
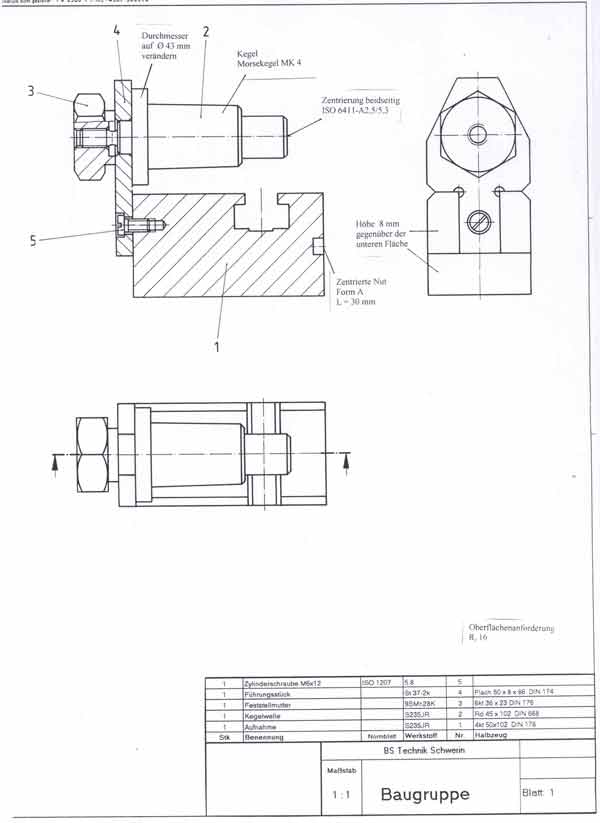
Erstellen der Technischen
Zeichnung des Frästeiles Teil 1 Aufnahme bzw. des Drehteiles Teil 2
Kegelwelle entsprechend Ihrer Spezialisierungsrichtung; Maße sind der
Baugruppe zu entnehmen
CNC- Technik
BFR Drehtechnik:
- für die Kegelwelle, Teil
2 ist je ein NC- Programm in den Steuerungsformaten DIN/PAL und EPL 2 zu
erstellen; die Welle ist in 2 Einspannungen zu fertigen, dabei ist für jede
Seite ein komplettes Programm zu schreiben
- erstellen Sie im
Steuerungsformat DIN/PAL die Konturen als Unterprogramm im Modus G1/G2/G3. Bei
der Erstellung der Hauptprogramme sind die Zerspanungszyklen nach DIN/PAL
anzuwenden.
- Für das Steuerungsformat
EPL2 sind die Konturen in der Betriebsart Geometrie zu erstellen. Für die
Generierung des Arbeitsplanes ist die aktuelle Werkzeugbestückung des
Revolverkopfes der CT20 zu verwenden.
- entnehmen Sie die
Arbeitswerte aus den vorhandenen Firmenkatalogen; beachten Sie apmax=
1,5mm, nmax= 3000min-1 und fmax= 0,2mm
BFR Frästechnik:
- erstellen Sie für die
Aufnahme, Teil1 je ein NC- Programm in den Steuerungsformaten DIN/PAL und
TNC415. Die T- Nut ist als Durchgangsnut 26N9 und h= 17mm zu fertigen. Alle
Kanten sind mit einer Fase 0,3x45° zu entgraten.
- erstellen Sie im
Steuerungsformat DIN/PAL die Konturen als Unterprogramm im Modus G1/G2/G3. Bei
der Erstellung der Hauptprogramme sind die Zerspanungszyklen nach DIN/PAL
anzuwenden.
- Für das Steuerungsformat
TNC415 sind die Konturen in der Betriebsart Geometrie zu erstellen. Für die
Generierung des Arbeitsplanes ist die aktuelle Werkzeugbestückung des
Revolverkopfes der DMU50T zu verwenden.
- entnehmen Sie die
Arbeitswerte aus den vorhandenen Firmenkatalogen; beachten Sie das maximale
Zustellmaß beträgt 2mm, nmax= 5000min-1 und vf=400mm/min
BFR DT und FT:
- fügen Sie die
erforderlichen Erläuterungen in die NC- Programme ein
- Bei der Kennzeichnung der
jeweiligen Dateien sind die PC- Nummern der Arbeitsplätze in den letzten 2
Stellen anzugeben.
- speichern Sie das NC-
Programm im Format EPL2 (BFR DT) bzw.
TNC415 (BFR FT) zusätzlich auf Diskette
Allgemeine Hinweise:
die Maschinen entsprechen
jeweils denen der Projekte 1 und 2 in Bezug auf die vorgegebenen
Antriebsleistungen und Getriebestufungen
|